
日常钣金一般都是折弯直角钣金件,部分非直角的折弯钣金件。还有一种是折弯大圆角的钣金件,即折圆弧的钣金件。常见的折弯模具都是90度折弯模具,那么圆弧钢板怎么进行钣金折弯呢?
以板厚2mm折弯角度120度折弯外部半径30中性层半径29,圆弧折弯我们算展开取中性层的弧长。所以算折弯刀数及每刀折弯角度也按中性层弧长算中性层距边的距离为板厚的一半。
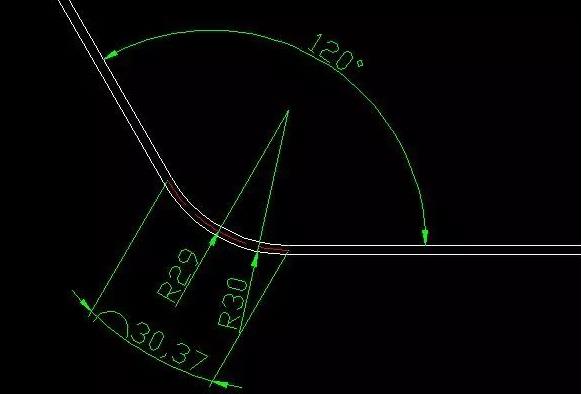
上图中圆弧折弯要折多少刀,每刀的折弯角度多少?
如果每刀进2mm
折弯刀数=弧长/2mm=30.37/2=15
折弯刀数15
折弯角度
=180- {(2/弧长)X(180-折弯角度)}=180-{(2/30.37)X60}=176
每刀折弯角度176度
如果折弯操作的时候没法量弧长也可以按照下面公式计算
折弯角度=180-{(2/3.14X中性层半径)X180}=180-{(2/3.14X29)X180}=176
如果每刀进3mm就把上面公式里的2换成3
当然上面公式是理论计算公式,实际加工中再根据上面公式计算出来的结果调整。
这个方法要得益于现代数控技术的发展,现在一般数控折弯机都带有折弯圆弧的功能。用普通的折90度的模具,采用程序控制多次一刀一刀,以小角度完成大圆弧加工。大圆弧的弧长是比较长的,尺寸远远的超过数控折弯机的精度。
数控折弯机采用多次定位折弯,完成大圆弧弧长的整体折弯。同样,数控折弯机的角度控制已经很准确了,用多次小角度折弯完成大圆弧角度折弯。说起来,不是很直观,看看现场折弯就非常明了了。
这种方法很好的解决了钣金大圆弧折弯的问题,但也有缺点,根据原理,折弯大圆弧时,折弯次数少,会有明显的折痕。折弯次数多,加工效率就会下降。如果数控折弯机的精度不高,折弯角度或折弯尺寸会有偏差,要求高精度数控折弯机。如果,为了加工一些大圆弧的钣金件,要选择好的数控折弯机。
